전지설계 : 양극 및 음극의 전기화학적인 전위 및 용량, 기구 설계를 통한 전기적인 집전과 전극의 속도론적(kinetics) 요소 및 기본적 안정성
전지 제조공정 : 공정 산포 + 활물질과 제반 조성물의 균일도 및 전극의 코팅 두꼐, 길이와 같은 물리적 균일도
5-1 전지의 설계
기본 원칙
충,방전시 양극의 총 전하량과 음극의 총 전하량은 같다.
전지의 전압은 충, 방전량에 비례한다
사용될 수 있는 전하량은 양극과 음극의 전위 설계에 따라 다르며, 설계전위 이상으로 충전하거나 이하로 방전할 수 없다.
전지의 용량
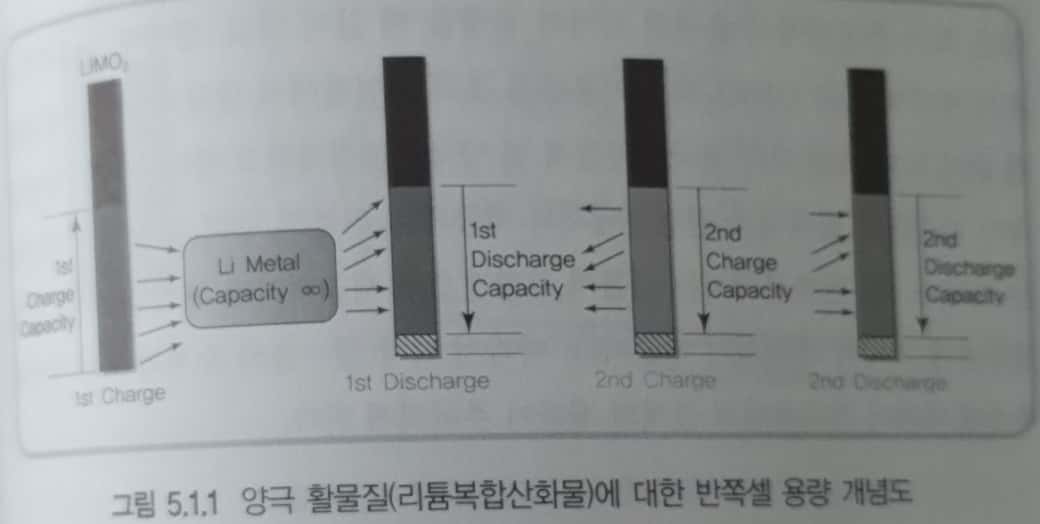
일반적으로 양극 및 음극 활물질을 리튬 금속과 반쪽셀을 구성하여 결정한 각각의 개방회로 전압으로부터 확인할 수 있다.
양극 초기 비가역 용량 : 처음 충전시 리튬이 탈리되면서 결정구조가 변화하여, 다시 리튬이 삽입되더라도 초기의 결정 구조로 돌아가지 않는 것에 기인 → \(LiCoO_2\): 3~5mAh/g, \(LiNiO_2\): 20~30 mAh/g,
2회 충,방전 이후 거의 100%의 쿨롱 효율을 나타냄
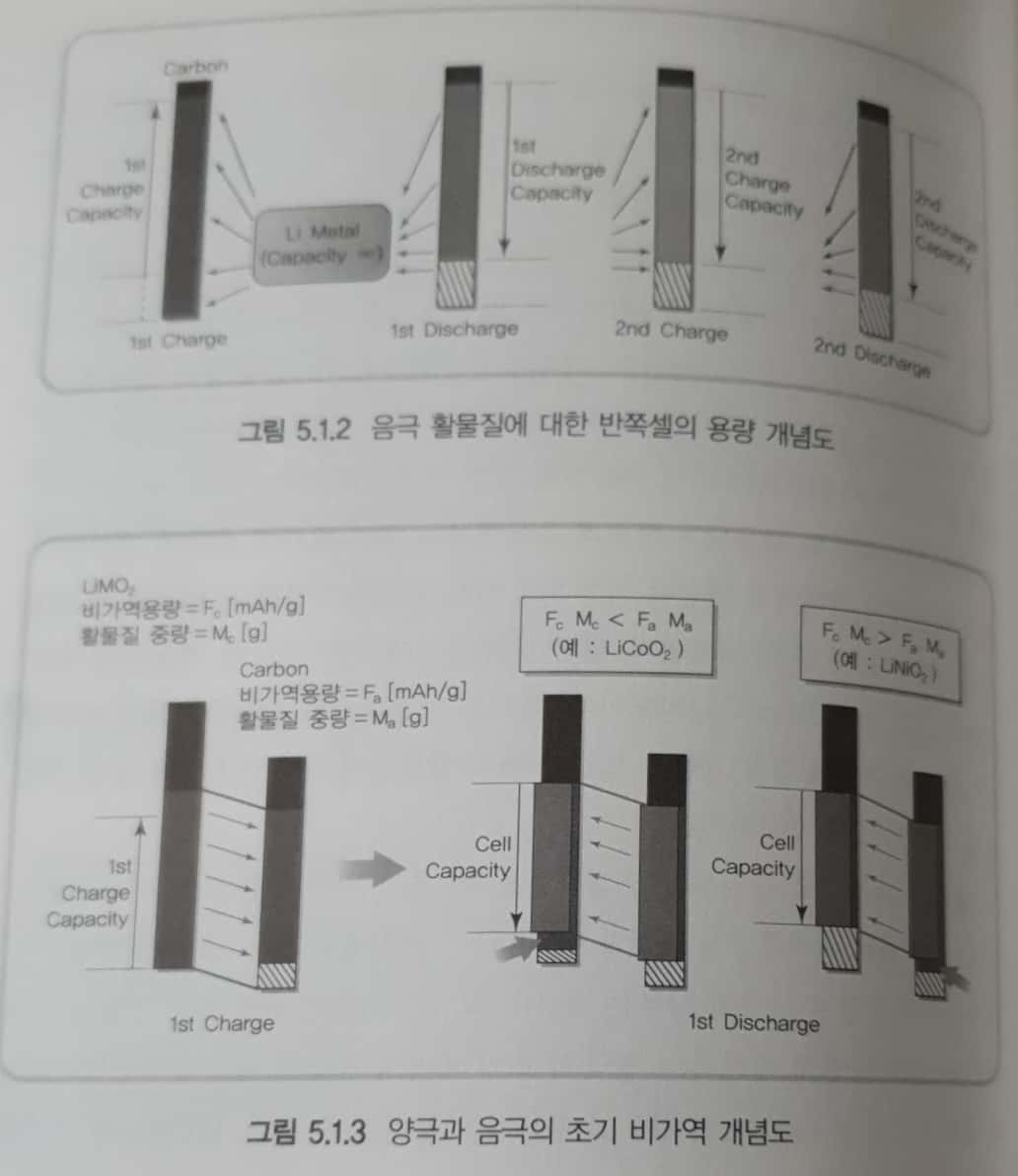
일반적인 탄소계 음극 : 초기 비가역 용량의 대부분이 음극 표면에서 전해액의 환원에 의한 SEI 피막 생성에 기인 → 상용 흑연 음극 : 2~30mAh/g
완전셀의 경우, 초기 충전에서 양극 부터 공급된 리튬의 일부는 음극 초기 비가역 SEI피막 형성에서 소비됨
\(LiCoO_2\) 전지용량 : 초기 충전량에서 음극 비가역 용량을 뺀 값 → 음극 제한 설계
\(LiNiO_2\) 전지용량 : 초기 충전량에서 양극 비가역 용량을 뺀 값 → 양극 제한 설계
반쪽셀과 완전셀에서의 제공되는 리튬의 양이 다른 것에 기인 ⇒ 초기 비가역 특성에 따라서 전지 용량 설계의 제한이 주어짐
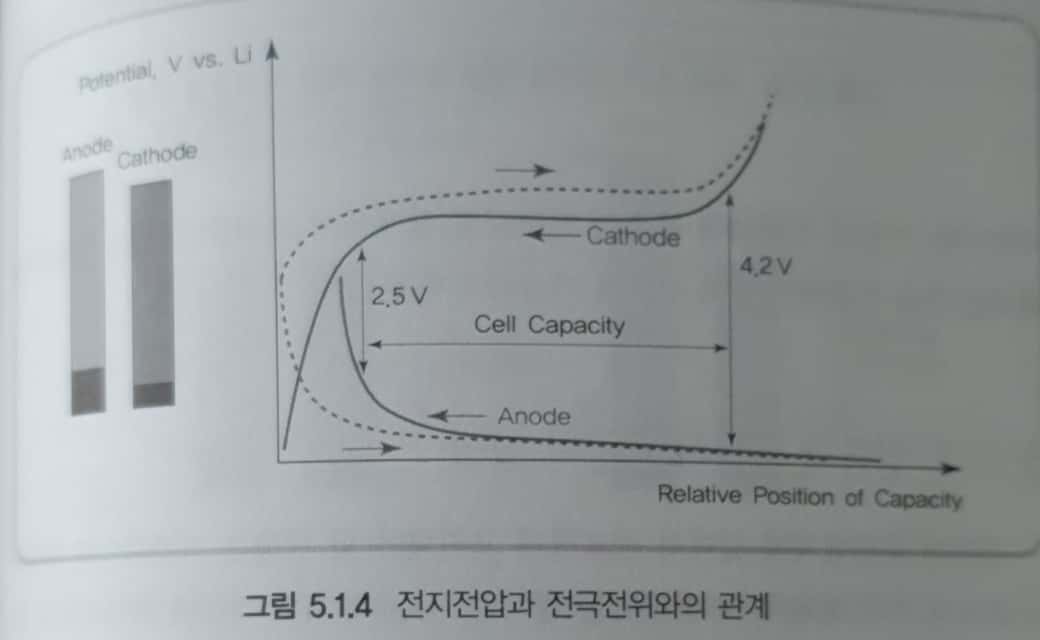
전극 전위와 전지의 전압설계
전지의 전압 : 양, 음극 전위의 차
전위에 따른 전지의 전하 균형, 양극꽈 음극의 상대적인 비에 따라 전압이 다른 전지 설계
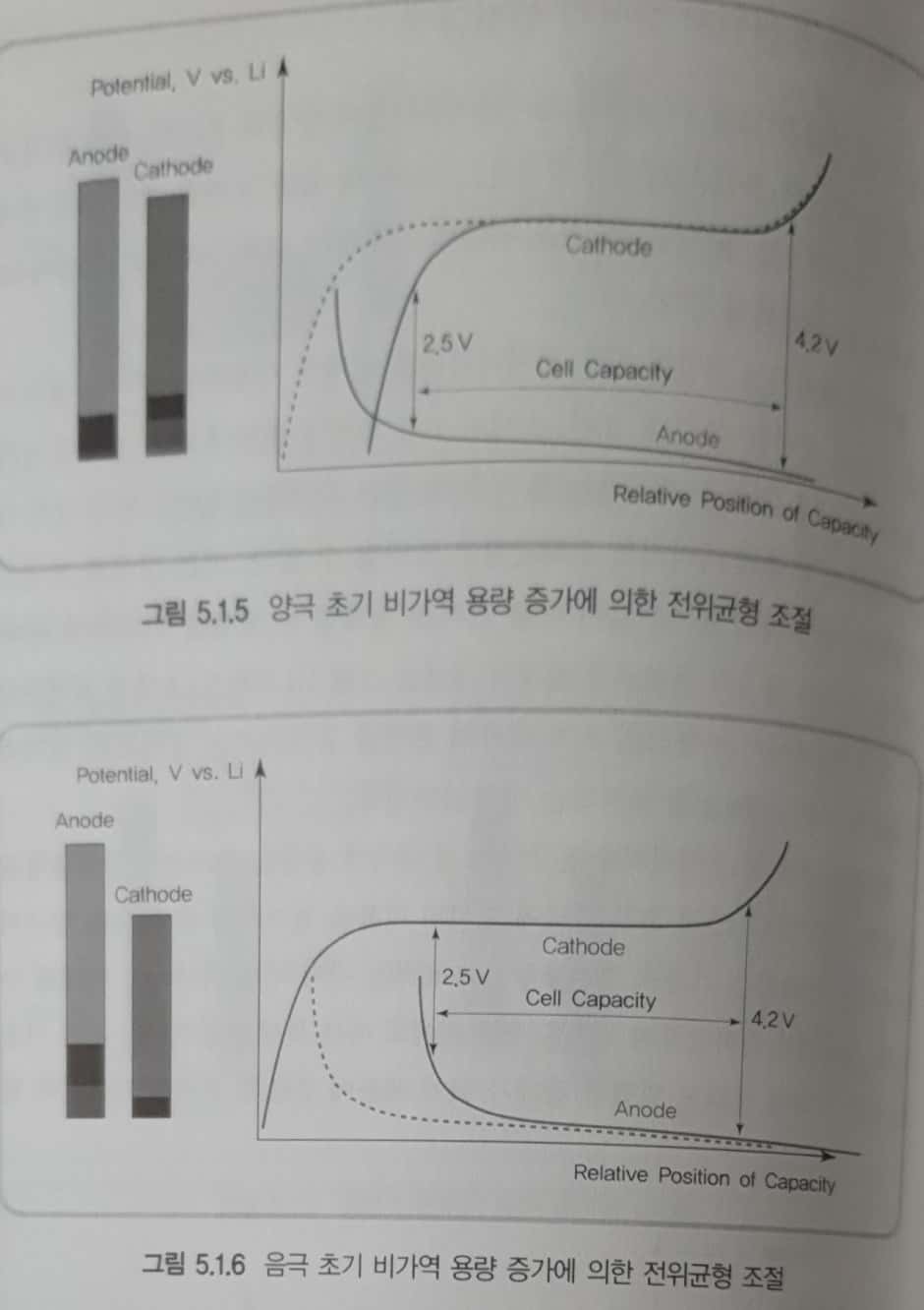
양극의 초기 비가역 용량을 증가시키거나 음극의 초기 비가역 용량을 증가시켜 전위 균형 조절 가능
양극과 음극의 용량비 설계
기본적으로 양극보다 음극의 가역 용량이 커야 한다 ⇒ 음극으로의 리튬석출(deposition)으로 인하여 전지 안전성 이슈
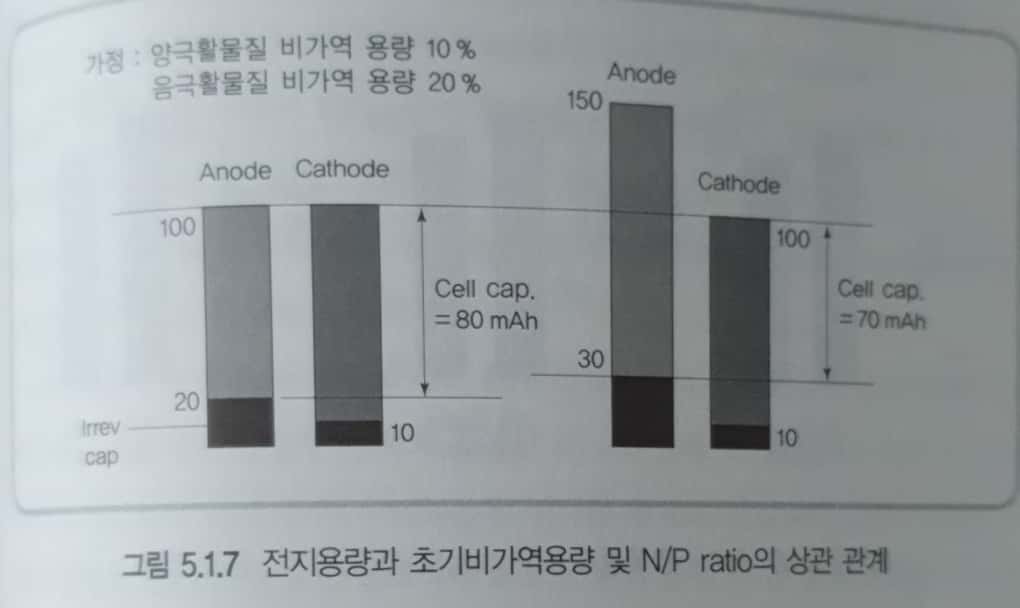
양, 음극의 용량비는 초기 효율이 같고 혹은 더 큰 용량의 전극을 사용하더라도 더 작은 용량의 전지 밖에 설계할 수 없거나, 더 작은 용량을 가지고도 전자의 경우보다 더 큰 용량의 전지를 설계할 수 있다.
그림 5.1.7 : 양음극의 용량비 [N/P(=negative electrode capacity / positive electrode capacity) ratio]를 1로 설계할 경우 80mAh/g가능, 하지만 음극의 용량이 더 큰 전극을 사용하더라도 초기 비가역과 N/P를 1.5로 고려하면 70mAh/g로 감소한다.
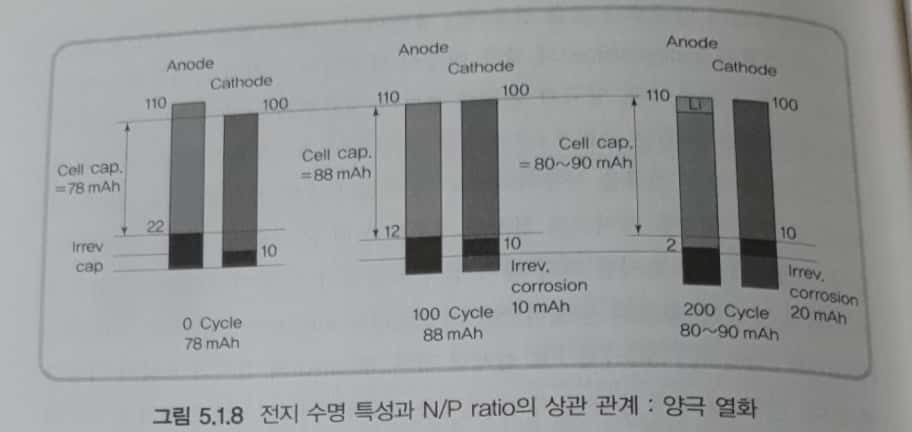
전지 내에서는 주요 부품사이 반응들에 의해 용량 열화 가능
양극에서 비가역 반응에 의해 100사이클 동안 10mAh열화, N/P ratio가 1.1인 경우, 전지 용량은 78 mAh → 100회 경과시 양극의 열화가 있지만 실제 용량은 88mAh. 이때 N/P ratio가 역전되어 1 이하가 되고, 음극의 가역용량을 100% 활용하며, 200회가 되면 N/P ratio의 역전이 심화되어 음극은 잉여 리튬이 석출된다. 그 일부가 용량으로 발현이 되면 용량은 그 이상이 되고 안전성이 심각하게 위협을 받는다.
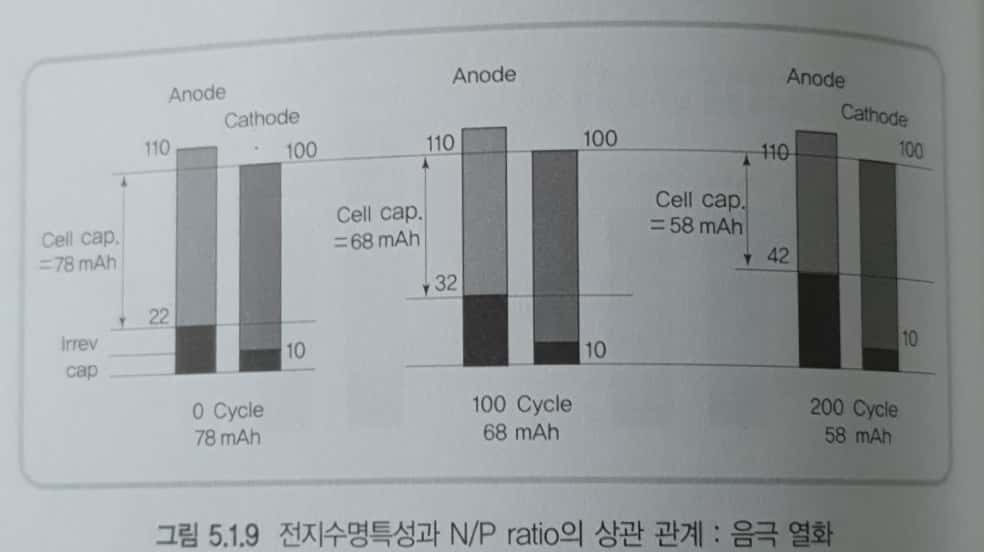
음극에서 비가역 반응에 의해 100사이클 동안 10mAh열화, N/P ratio가 1.1인 경우, 양음극의 초기 비가역 용량이 10, 22mAh임을 감안하면 전지 용량은 78 mAh → 100회 경과시 음극의 열화가 있어 양극의 활용 용량도 줄어들며 실제 용량은 68mAh. 이때 N/P ratio가 1.1 이상이 되고, 200회가 되면 심화되어 58mAh로 감소한다. ⇒ 안전성이 위협받지 않지만 과도한 수명열화
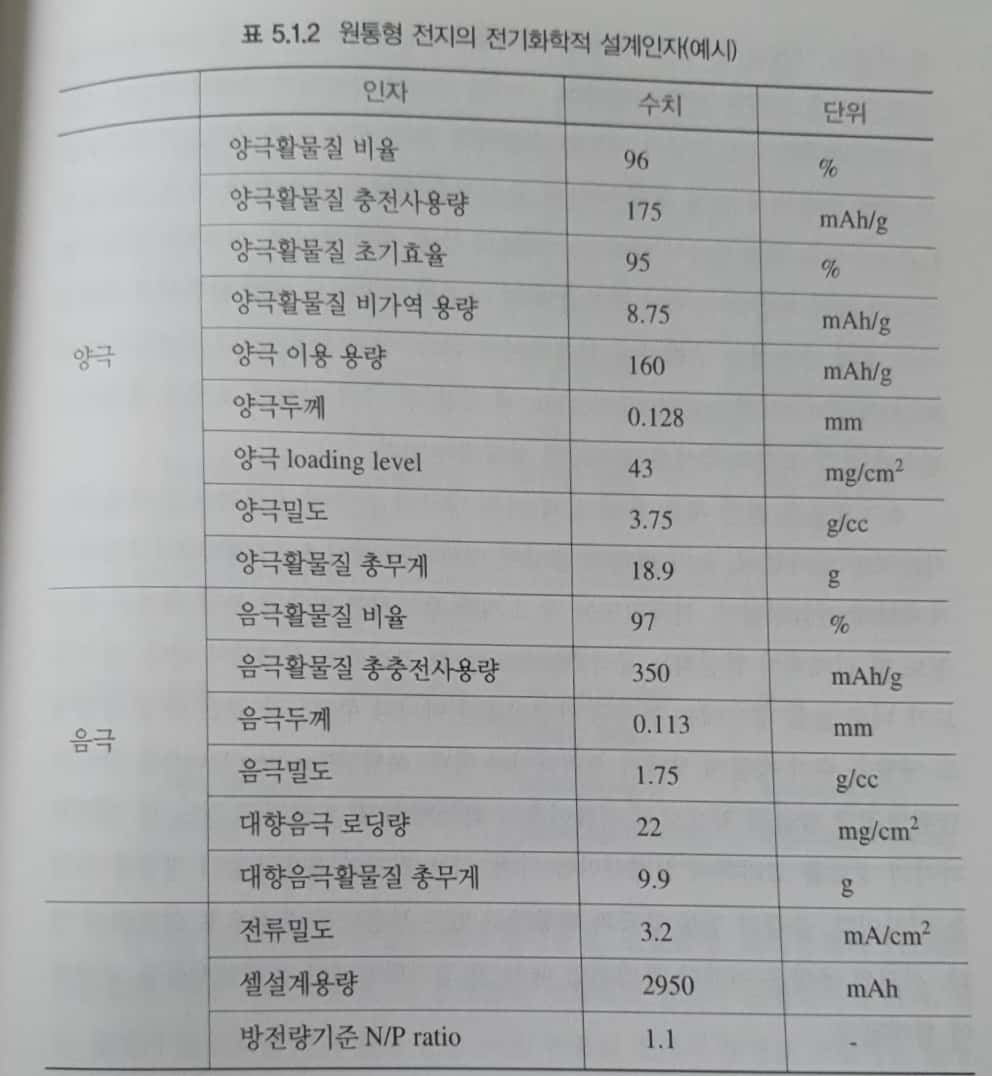
전지 설계의 실제
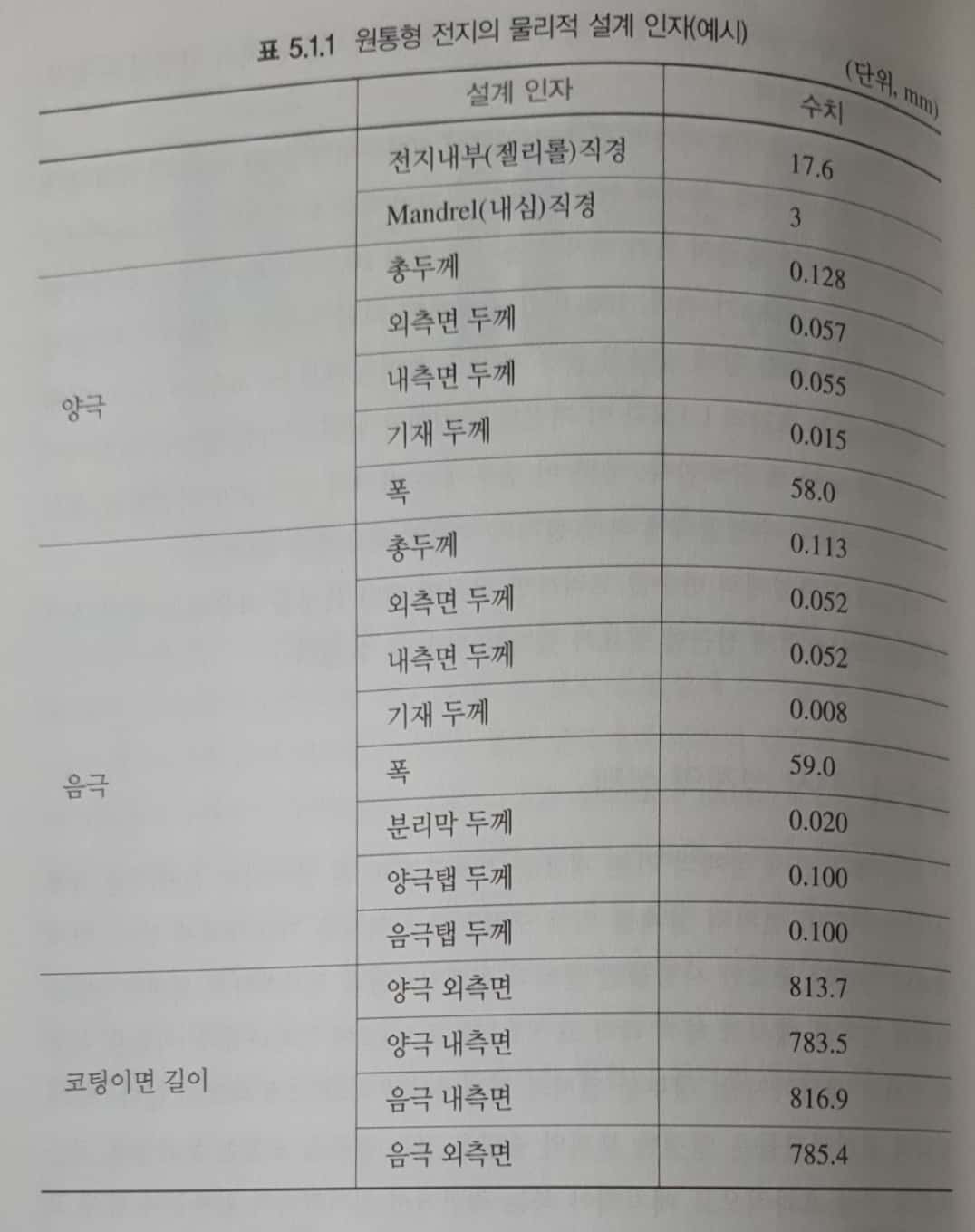
물리적 설계 인자들은 일정한 부피와 중량을 갖는 전극을 포함한 부품들을 공간적으로 가장 효과적으로 배치해야 하는 측면에서 전기화학적 인자들과 함께 고려해야 할 중요한 사항
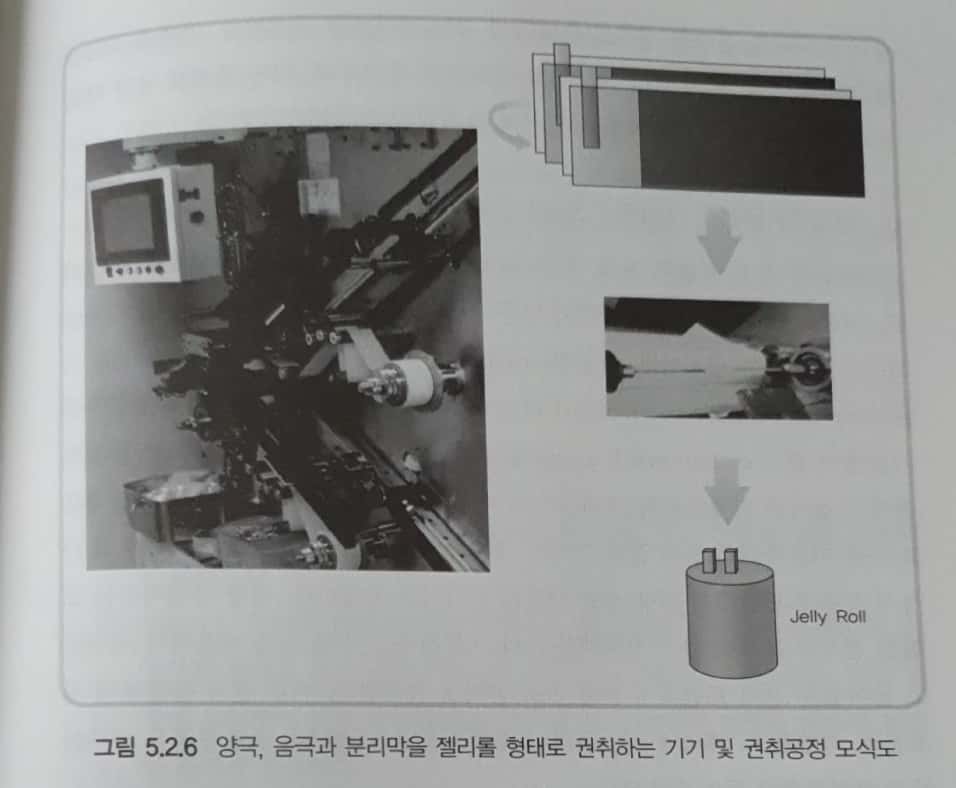
직경 : 18mm (양극 + 음극 + 분리막과 함꼐 권취된 젤리롤 형태) → 전지의 캔에 삽입되어야 하므로 권취 공정 및 캔 삽입 공정 고려
전극 두께 : 양극 130 um, 음극 110 um → \(LiCoO_2\)에서의 리튬 확산계수가 흑연보다 크기 때문
전극 폭 : 양극 58mm, 음극 59mm 전지의 안전성과 관련되므로 항상 양극보다 음극의 용량적 여유가 더 있어야 함
표준 원통형 LIB 길이 : 65mm, 상부의 캡 및 안전핀 등의 부품이 삽입되는 공간 고려
분리막 : 양, 음극을 감싸는 형태로 전극이 서로 단락되지 않게 하며, 각 전극의 내면과 외면을 이중으로 감쌈
각 전극에서 외면과 내면의 코팅 길이는 각각 다름
최외측에 양, 음극의 코팅되지 않은 집전체가 나오도록 설계하고 마감 테이프 등으로 마무리
양, 음극 활물질 비율 차이 : 양극재와 음극재의 전자전도도 차이 고려 → 적절한 비율로 양극 활물질에 도전제인 카본 혼합
충전 사용량 : \(LiCoO_2\)양극 활물질에서 탈리되는 리튬의 양에 대한 것 → 충전 전압과 소재의 조성 설계 및 고조적 안정성에 따라 달라지며 과충전시 전지 안전성 고려
초기 효율 : 전위 혹은 용량 설계 시 양, 음극에 공통적으로 적용
전극 밀도 : 각 소재의 물리적인 비중과 분말 자체의 충진정도 및 전해액이 함침되는 공극도(porosity) 고려
너무 높을 경우 안전성 뿐만 아니라 주액성과 같은 공정 특성에도 영향
로딩량(loading level) : 전극의 단위면적당 활물질 양, Li+의 확산계수 및 분말간의 전도 및 집전체까지의 경로를 고려 → 율속특성에 영향